Generally, when you make hydrogen, you make wet hydrogen, hydrogen contaminated with water. Usually you want to dry the hydrogen before you use it or compress it. if you compress the hydrogen for transport or storage without drying it, the water will condense and perhaps freeze, clogging valves and fittings.
Water contamination of hydrogen is also a problem for brazing. Hydrogen is a good, cover gas for brazing because of its high heat transfer properties and its reducing chemistry. When the hydrogen is contaminated with water vapor it is unstable for use with stainless steel and similar metals as it will cause oxidation of the surface, resulting in a grey-green surface, and preventing good brazing. Some other contaminates can be problems, e.g. CO2 but water is the main problem in brazing environments.
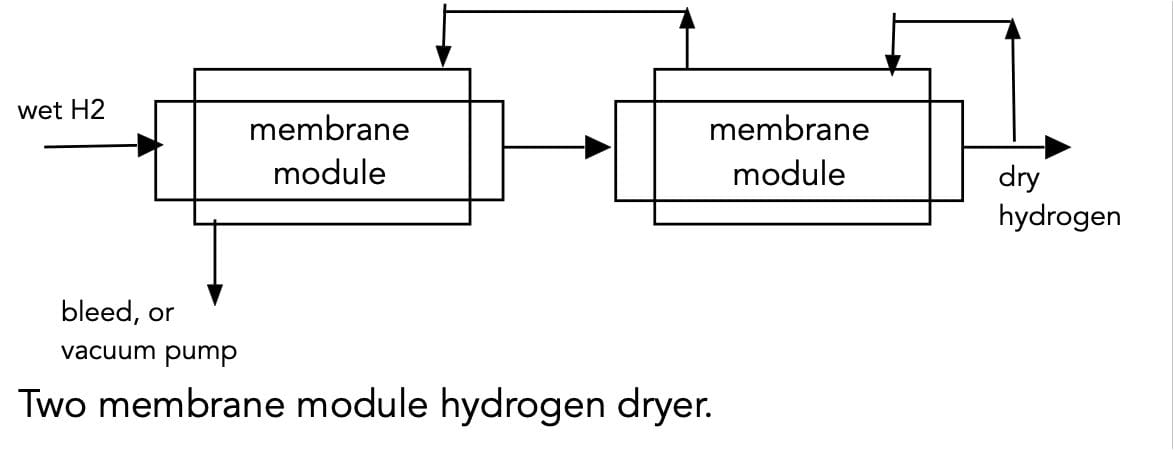
One more example where drying hydrogen is important, is for its use in high altitude balloons. At high altitudes, water can condense, changing the lift characteristics, and perhaps freezing and puncturing the balloon. For all these applications, I suggest use of a silicone polymeric membrane operated as dryers, using a counter current flow as shown below. We sell these at REB Research, see here. These membranes also remove CO2, silanes, and H2S.
The dryer shown in the figure above has two extraction modules in series. for small flows, one module will suffice. As shown, wet hydrogen enters at left, typically at a slightly elevated pressure, 2-4 atm. The bleed stream must be at lower pressure. One atm will work for the bleed stream, but for efficient removal of the water and CO2, you will want mild vacuum, perhaps 1/3 atm. A small amount of dry hydrogen should be directed into the sweep stream as shown for efficient impurity removal. The amount directed to the bleed flow is large determined by the ratio of pressures and by the selectivity of the membrane. At a pressure ratio of ten, for example, you can show that you need at least a leaving bleed flow of 10% of the H2 to remove all the water in the hydrogen, leaving it perfectly dry. In practice, you’ll want a larger exit bleed flow, perhaps 15%, suggesting that you want a recycle stream of ~5% of the dry hydrogen. This will be joined by 10% more hydrogen that comes through the membrane modules. The membranes are 30x more selective to water than to hydrogen.
A silicone module of 0.1m2
Our silicone membranes remove CO2 too, but not with as high a selectivity. For mobile use, you might want to power the vacuum pump by a fuel cell that runs on the waste, wet hydrogen of the bleed stream.
For many applications you need to remove all the impurities, including all the nitrogen and CO2. This is true for diamond making, semiconductors, and nuclear fusion. For this, you want a metallic membrane, e.g. palladium-silver. We sell hydrogen purifiers based on palladium-silver membranes for these applications. Palladium-silver membranes remove all impurities, see why here. You still need a bleed flow, but it can be much lower than the pressure ratio because, with metallic membranes, the hydrogen goes through the membrane, and the impurities stay behind. Of course, palladium costs more than plastics. See our products at www.rebresearch.com.
I got my PhD in the engineering of nuclear fusion reactors (Princeton 1982). The most common version of these reactors use magnetic confinement. Rare isotopes of hydrogen are held in a magnetic bottle at 300 million °C (30 KeV), reacting to produce helium, useful energy, and a neutron. The magnetic bottle and high temperatures are necessary to overcome the repulsion between the hydrogen atoms at the distances necessary for nuclear fusion.
A customer of ours is building a different type of fusion reactor, without high temperatures or a magnetic bottle. They replace a few electrons of the hydrogen with muons — particles that are like electrons, but weigh about 207 times more. Hydrogen fusion is quickly catalyzed, as described in an earlier post. The muons recirculate to catalyze more until they decay or are trapped by an impurity, often helium.
Our company, REB Research, just shipped a specially made, hydrogen purifier tailored to remove the impurities in this process. Another aspect of the purifier design is that it minimizes radioactive tritium leakage, something that happens when hydrogen (tritium) diffuses through metals. We wish them all success, and wish success to our other fusion customers as well.
A customer of ours, Interlune, just got a contract for any He3 they can bring back after mining it on the moon. He3 is a rare isotope of helium, used in cryogenic refrigeration, and (some) nuclear fusion reactors. It’s more common on the moon than on earth, and is expensive enough that it may make sense to mine it on the moon and bring it back. The US government has agreed to buy all of interlune’s lunar, He3 for the next ten years, ‘at the market rate.’
Our company, REB Research, comes into this because, lunar helium is found mixed with hydrogen species including HD. For prospecting, this is a problem in that He3 is easily confused with HD; they need to remove the HD to be able to determine how much He3 is in the ore. We make hydrogen extraction equipment, and were happy to supply them. It’s not a large part of our business, but we’re going to the moon because it’s ‘out there.’
Robert Buxbaum, May 29, 2025. Our site looks new; we’re moving to WordPress.
Germany’s green transition is a disaster. Twenty years ago, Germany had 23 nuclear power plants that generated 30% of the country’s electricity cleanly, cheaply, and reliably. These plants have all been shut by the government as part of a commitment to clean energy. What could be cleaner? Germany has switched to a mix of wind and solar, plus a significant shift to coal power. Wind and solar use a lot of land compared to nuclear, and they break down leaving fields of debris. There is now a lack of electricity to power homes and industries, and what power there is, is unreliable, due to the many dark windless days in Germany.
The lack of reliable electricity is crippling German industry now that Russian gas has been cut off. In this environment, why would the Germans order special trains and boats that burn, hydrogen that’s made from electricity and natural gas? The reason is that Germany sometimes has too much wind power and nothing to do with it. They plan to store this excess by making hydrogen that they can use to power their trains and boats. The cost is high, and the efficiency is poor, but the electricity is free.
A better answer would be battery storage, IMHO, or using the hydrogen to make liquid fuels (gasoline) from wood. Hydrogen is not a compact fuel like gasoline, but it’s cleaner. Compressing hydrogen to high pressure helps, and H2 storage is cheaper than batteries. Also, hydrogen fuel is transferred faster than electric fuels. Trains and ships are chosen for hydrogen because they can carry bulky items tanks. Also, many trains and boats are already powered by electricity. Hydrogen fuel cells can make the electricity on board (in theory), while avoiding the need for expensive overhead wires. The idea sort-of makes sense.
Germany’s first hydrogen train. cancelled after 1 year of poor operating.
The first hydrogen-powered train in Germany, The Hannover line, used fuel cells to generate electricity. It began service in October 2022, but the fuel cells proved unreliable, and service ended October 2023. For now, they are powered by polluting diesel (see here). They plan to switch to battery-powered trains over the next few years. A hydrogen-powered ferry is also planned, but it is not clear why the ferry should be more reliable than the train.
San Francisco’s hydrogen-powered ferry, $30 million, 15 knots top speed, 75 passengers, no cars. Long delayed.
In the US, the Biden administration has paid, so far, $30 million for a hydrogen ferry in San Francisco. It’s two years behind schedule and over cost, taking only 75 passengers and no cars at 15 knots, 17mph. In the US, and likely in Germany, most of the hydrogen will be made from natural gas. A better solution, I think would be to power the ferris and trains by natural gas and to store the excess electricity in land-based batteries or as land-based hydrogen for land-based fuel cells.
Germany is committed to electric trains, though, and hydrogen provides a route to power these trains with excess electricity. German customers take the train, in part, because they like them, and in part because German politicians have banned short-hop planes on competing routes, and subsidized electric trains. Yet another option to balance times of excess solar and wind power would be to subsidize electric cars, or at least allow theirs owners to trade electricity: to buy electricity when it’s cheap and resell it to the grid when demand and prices are high.
Heat exchange is a key part of most chemical process designs. Heat exchangers save money because they’re generally cheaper than heaters and the continuing cost of fuel or electricity to run the heaters. They also usually provide free, fast cooling for the product; often the product is made hot, and needs to be cooled. Hot products are usually undesirable. Free, fast cooling is good.
So how do you design a heat exchanger? A common design is to weld the right amount of tubes inside a shell, so it looks like the drawing below. The the hot fluid might be made to go through the tubes, and the cold in the shell, as shown, or the hot can flow through the shell. In either case, the flows are usually in the opposite direction so there is a hot end and a cold end as shown. In this essay, I’d like to discuss how I design our counter current heat exchangers beginning a common case (for us) where the two flows have the same thermal inertia, e.g. the same mass flow rates and the same heat capacities. That’s the situation with our hydrogen purifiers: impure hydrogen goes in cold, and is heated to 400°C for purification. Virtually all of this hot hydrogen exits the purifier in the “pure out” stream and needs to be cooled to room temperature or nearly.
Typical shell and tube heat exchanger design, Black Hills inc.
For our typical designs the hot flows in one direction, and an equal cold flow is opposite, I will show the temperature difference is constant all along the heat exchanger. As a first pass rule of thumb, I design so that this constant temperature difference is 30°C. That is ∆THX =~ 30°C at every point along the heat exchanger. More specifically, in our Mr Hydrogen® purifiers, the impure, feed hydrogen enters at 20°C typically, and is heated by the heat exchanger to 370°C. That is 30°C cooler than the final process temperature. The hydrogen must be heated this last 30°C with electricity. After purification, the hot, pure hydrogen, at 400°C, enters the heat exchanger leaving at 30°C above the input temperature, that is at 50°C. It’s hot, but not scalding. The last 30°C of cooling is done with air blown by a fan.
The power demand of the external heat source, the electric heater, is calculated as: Wheater = flow (mols/second)*heat capacity (J/°C – mol)* (∆Theater= ∆THX = 30°C).
The smaller the value of ∆THX, the less electric draw you need for steady state operation, but the more you have to pay for the heat exchanger. For small flows, I often use a higher value of ∆THX = 30°C, and for large flows smaller, but 30°C is a good place to start.
Now to size the heat exchanger. Because the flow rate of hot fluid (purified hydrogen) is virtually the same as for cold fluid (impure hydrogen), the heat capacity per mol of product coming out is the same as for mol of feed going in. Since enthalpy change equals heat capacity time temperature change, ∆H= Cp∆T, with effectiveCp the same for both fluids, and any rise in H in the cool fluid coming at the hot fluid, we can draw a temperature vs enthalpy diagram that will look like this:
The heat exchanger heats the feed from 20°C to 370°C. ∆T = 350°C. It also cools the product 350°C, that is from 400 to 50°C. In each case the enthalpy exchanged per mol of feed (or product is ∆H= Cp*∆T = 7*350 =2450 calories.
Since most heaters work in Watts, not calories, at some point it’s worthwhile to switch to Watts. 1 Cal = 4.174 J, 1 Cal/sec = 4.174 W. I tend to do calculations in mixed units (English and SI) because the heat capacity per mole of most things are simple numbers in English units. Cp (water) for example = 1 cal/g = 18 cal/mol. Cp (hydrogen) = 7 cal/mol. In SI units, the heat rate, WHX, is:
The flow rate in mols per second is the flow rate in slpm divided by 22.4 x 60. Since the driving force for transfer is 30°C, the area of the heat exchanger is WHX times the resistance divided by ∆THX:
A = WHX * R / 30°C.
Here, R is the average resistance to heat transfer, m2*∆T/Watt. It equals the sum of all the resistances, essentially the sum of the resistance of the steel of the heat exchanger plus that of the two gas phases:
R= δm/km + h1+ h2
Here, δm is the thickness of the metal, km is the thermal conductivity of the metal, and h1 and h2 are the gas-phase heat transfer parameters in the feed and product flow respectively. You can often estimate these as δ1/k1 and δ2/k2 respectively, with k1 and k2 as the thermal conductivity of the feed and product, both hydrogen in my case. As for, δ, the effective gas-layer thickness, I generally estimate this as 1/3 the thickness of the flow channel, for example:
h1 = δ1/k1 = 1/3 D1/k1.
Because δ is smaller the smaller the diameter of the tubes, h is smaller too. Also small tubes tend to be cheaper than big ones, and more compact. I thus prefer to use small diameter tubes and small diameter gaps. in my heat exchangers, the tubes are often 1/4″ or bigger, but the gap sizes are targeted to 1/8″ or less. If the gap size gets too low, you get excessive pressure drops and non-uniform flow, so you have to check that the pressure drop isn’t too large. I tend to stick to normal tube sizes, and tweak the design a few times within those parameters, considering customer needs. Only after the numbers look good to my aesthetics, do I make the product. Aesthetics plays a role here: you have to have a sense of what a well-designed exchanger should look like.
The above calculations are fine for the simple case where ∆THX is constant. But what happens if it is not. Let’s say the feed is impure, so some hot product has to be vented, leaving les hot fluid in the heat exchanger than feed. I show this in the plot at right for the case of 14% impurities. Sine there is no phase change, the lines are still straight, but they are no longer parallel. Because more thermal mass enters than leaves, the hot gas is cooled completely, that is to 50°C, 30°C above room temperature, but the cool gas is heated at only 7/8 the rate that the hot gas is cooled. The hot gas gives off 2450 cal as before, but this is now only enough to heat the cold fluid by 2450/8 = 306.5°. The cool gas thus leave the heat exchanger at 20°C+ 306.8° = 326.5°C.
The simple way to size the heat exchanger now is to use an average value for ∆THX. In the diagram, ∆THX is seen to vary between 30°C at the entrance and and 97.5°C at the exit. As a conservative average, I’ll assume that ∆THX = 40°C, though 50 to 60°C might be more accurate. This results in a small heat exchanger design that’s 3/4 the size of before, and is still overdesigned by 25%. There is no great down-side to this overdesign. With over-design, the hot fluid leaves at a lower ∆THX, that is, at a temperature below 50°C. The cold fluid will be heated to a bit more than to the 326.5°C predicted, perhaps to 330°C. We save more energy, and waste a bit on materials cost. There is a “correct approach”, of course, and it involves the use of calculous. A = ∫dA = ∫R/∆THX dWHX using an analytic function for ∆THX as a function of WHX. Calculating this way takes lots of time for little benefit. My time is worth more than a few ounces of metal.
The only times that I do the correct analysis is with flame boilers, with major mismatches between the hot and cold flows, or when the government requires calculations. Otherwise, I make an H Vs T diagram and account for the fact that ∆T varies with H is by averaging. I doubt most people do any more than that. It’s not like ∆THX = 30°C is etched in stone somewhere, either, it’s a rule of thumb, nothing more. It’s there to make your life easier, not to be worshiped.
The hydrogen economy is generally thought to come in some distant future, where your car (and perhaps your home) runs on hydrogen, and the hydrogen, presumably, is made by clean nuclear or renewable solar or wind power. This is understood to be better than the current state of things where your car runs on dirty gasoline, and your home runs on coal or gas, except when the sun is shining bright and the wind is blowing hard. Our homes and cars can not run on solar or wind alone, although solar cells have become quite cheap, because solar power is only available in the daytime, basically for 6 hours, from about 9AM to 3PM. Hydrogen has been proposed as a good way to store solar and wind energy that you can’t use, but it’s not easy to store hydrogen — or is it? I’d like to suggest that, to a decent extent, we already store green hydrogen and use it to run our trucks. We store this hydrogen in the form of Diesel fuel, so you don’t realize it’s hydrogen.
Much of the oil in the United States these days comes from tar sands and shale. It doesn’t flow well at room temperature, and is too heavy and gooey for normal use. We could distill this crude oil and use only the light parts, but that would involve throwing away a huge majority of the oil. Instead we steam reform it to gasoline, ethylene and other products. The reaction is something like this, presuming an input feed of naphtha, C10H8:
C10H8 + 2 H2O –> C7H8 + C2H4 + CO2.
The C2H4 component is ethylene. We use it to make plastics. The C7H8 is called toluene. It is a component of high octane gasoline (octane rating about 114). The inventor of the process, Eugene Jules Houdry claimed to have won WWII for the allies because his secret process (Houdryflow catalytic cracking) allowed high production of lots of gasoline of very high octane, giving US and British planes and trucks higher mpg than the Germans or Japanese had. It was a great money maker, but companies can make even more by adding hydrogen.
Schematic of the hydrocracking process, from the US energy information agency
Over the last 2-3 decades, refineries have been adding catalytic hydrogenation processes. These convert high octane aromatic products, like toluene to low -octane diesel and jet fuel. These products sell for more. Aromatic toluene is exposed to hydrogen at about 500°C and 300 psi (20 bar) to produce heptane, an excellent diesel fuel with about 7% more energy content than toluene per gallon.
C7H8 + 4H2 –> C7H16.
Diesel fuel sell for about 20% more than gasoline per gallon, in part because of the higher energy content, and because Diesel engines are more efficient than gas engines. What’s more, toluene expands as it’s converted to heptane. One gallon of toluene converts to 1.16 gallons of heptane. As a result hydrogenation adds about 40% to the sales price per molecule. Refineries have found that they can make significant money this way if they can buy cheap hydrogen. Over the last few years, several refineries in Norway and Texas (high sun and wind areas) have added hydrogenators along with electrolysis units to produce the cheap hydrogen when no one needs the unwanted electricity generated when supply exceeds demand. Here is an analysis of the thermodynamics of this type of hydrogen generation.
The main products of my company, REB Research, involve metallic membranes, often palladium-based, that provide 100% selective hydrogen filtering or long term hydrogen storage. One way to understand why these metallic membrane provide 100% selectivity has to do with the fact that metallic atoms are much bigger than hydrogen ions, with absolutely regular, small spaces between them that fit hydrogen and nothing else.
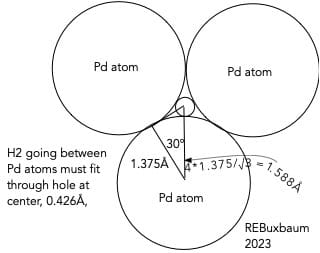
Palladium atoms are essentially spheres. In the metallic form, the atoms pack in an FCC structure (face-centered cubic) with a radius of, 1.375 Å. There is a cloud of free electrons that provide conductivity and heat transfer, but as far as the structure of the metal, there is only a tiny space of 0.426 Å between the atoms, see below. This hole is too small of any molecule, or any inert gas. In the gas phase hydrogen molecules are about 1.06 Å in diameter, and other molecules are bigger. Hydrogen atoms shrink when inside a metal, though, to 0.3 to 0.4 Å, just small enough to fit through the holes.
The reason that hydrogen shrinks has to do with its electron leaving to join palladium’s condition cloud. Hydrogen is usually put on the upper left of the periodic table because, in most cases, it behaves as a metal. Like a metal, it reacts with oxygen, and chlorine, forming stoichiometric compounds like H2O and HCl. It also behaves like a metal in that it alloys, non-stoichiometrically, with other metals. Not with all metals, but with many, Pd and the transition metals in particular. Metal atoms are a lot bigger than hydrogen so there is little metallic expansion on alloying. The hydrogen fits in the tiny spaces between atoms. I’ve previously written about hydrogen transport through transition metals (we provide membranes for this too).
No other atom or molecule fits in the tiny space between palladium atoms. Other atoms and molecules are bigger, 1.5Å or more in size. This is far too big to fit in a hole 0.426Å in diameter. The result is that palladium is basically 100% selective to hydrogen. Other metals are too, but palladium is particularly good in that it does not readily oxidize. We sometime sell transition metal membranes and sorbers, but typically coat the underlying metal with palladium.
We don’t typically sell products of pure palladium, by the way. Instead most of our products use, Pd-25%Ag or Pd-Cu. These alloys are slightly cheaper than pure Pd and more stable. Pd-25% silver is also slightly more permeable to hydrogen than pure Pd is — a win-win-win for the alloy.
My favorite fuel cells burn hydrogen-rich hydrocarbon fuels, like methane (natural gas) instead of pure hydrogen. Methane is far more energy dense, and costs far less than hydrogen per energy content. The US has plenty of methane and has pipelines that distribute it to every city and town. It’s a low CO2 fuel, and we can lower the CO2 impact further by mixing in hydrogen to get hythane. Elon Musk has called hydrogen- powered fuel cells “fool cells”, methane-powered fuel cells look a lot less foolish. They easily compete with his batteries and with gasoline. Besides, Musk has chosen methane as the fuel for his proposed starship to Mars.
Solid oxide fuel cells, SOFCs, can use methane directly without any pre-reformer. They operate at 800°C or so. At these temperatures, methane reacts with water (steam) within the fuel cell to form hydrogen by the reaction, CH4 + H2O –> 3H2 + CO. The hydrogen, and to a lesser extent the CO is oxidized in the fuel cell to create electricity,, but the methane is not 100% consumed, generally. Unused methane, CO, and some hydrogen exits a solid oxide fuel cell along with the products of combustion, CO2 and water.
Several researchers have looked for ways to recycle this waste fuel to capture the energy value. Six years ago, I patented a membrane method to extract the waste fuel and recycle it, see a description here. I now see this method as too complex, and have applied for a patent on a simpler version, shown below as Figure 1. As before the main work is done by a membrane but here I dispense with the water gas shift reactor, and many of the heat exchangers of the previous approach.
Simple way to improve fuel use in a high temperature fuel cell, using just a membrane.
The fuel cell system of Fig. 1 operates at somewhat elevated pressure, 2 atm or more. It is expected that the majority of the exhaust going to the membrane will be CO2 and water. Most of this will pass through the membrane and will exhaust to the air. The rest is mixed with fresh methane and recycles to the fuel cell. Despite the pressure of the fuel cell, very a little energy is needed for recirculation since the methane does not go through the membrane. The result is a light, simple, and energy efficient process. If you are interested, please contact me at REB Research. Or you can purchase the silicone membrane module here. Alternately, see here for flux information and other applications.
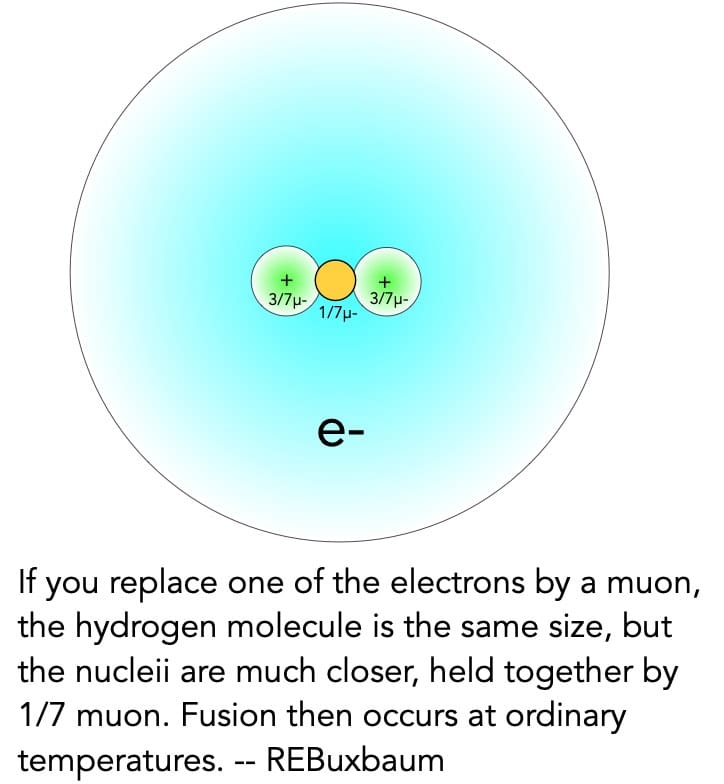
A hydrogen molecule consists of two protons held together by a covalent bond. One way to think of such bonds is to imagine that there is only one electron is directly involved as shown below. The bonding electron only spends 1/7 of its time between the protons, making the bond, the other 6/7 of the time the electron shields the two protons by 3/7 e– each, reducing the effective charge of each proton to 4/7e+.
We see that the two shielded protons will repel each other with the force of FR = Ke (16/49 e2 /r2) where e is the charge of an electron or proton, r is the distance between the protons (r = 0.74Å = 0.74×10-10m), and Ke is Coulomb’s electrical constant, Ke ≈ 8.988×109 N⋅m2⋅C−2. The attractive force is calculated similarly, as each proton attracts the central electron by FA = – Ke (4/49) e2/ (r/2)2. The forces are seen to be in balance, the net force is zero.
It is because of quantum mechanics, that the bond is the length that it is. If the atoms were to move closer than r = 0.74Å, the central electron would be confined to less space and would get more energy, causing it to spend less time between the two protons. With less of an electron between them, FR would be greater than FA and the protons would repel. If the atoms moved further apart than 0.74Å, a greater fraction of the electron would move to the center, FA would increase, and the atoms would attract. This is a fairly pleasant way to understand why the hydrogen side of all hydrogen covalent bonds are the same length. It’s also a nice introduction to muon-catalyzed cold fusion.
Most fusion takes place only at high temperatures, at 100 million °C in a TOKAMAK Fusion reactor, or at about 15 million °C in the high pressure interior of the sun. Muon catalyzed fusion creates the equivalent of a much higher pressure, so that fusion occurs at room temperature. The trick to muon catalyzed fusion is to replace one of the electrons with a muon, an unstable, heavy electron particle discovered in 1936. The muon, designated µ-, behaves just like an electron but it has about 207 times the mass. As a result when it replaces an electron in hydrogen, it forms form a covalent bond that is about 1/207th the length of a normal bond. This is the equivalent of extreme pressure. At this closer distance, hydrogen nuclei fuse even at room temperature.
In normal hydrogen, the nuclei are just protons. When they fuse, one of them becomes a neutron. You get a deuteron (a proton-neutron pair), plus an anti electron and 1.44 MeV of energy after the anti-electron has annihilated (for more on antimatter see here). The muon is released most of the time, and can catalyze many more fusion reactions. See figure at right.
While 1.44MeV per reaction is a lot by ordinary standards — roughly one million times more energy than is released per atom when hydrogen is burnt — it’s very little compared to the energy it takes to make a muon. Making a muon takes a minimum of 1000 MeV, and more typically 4000 MeV using current technology. You need to get a lot more energy per muon if this process is to be useful.
You get quite a lot more energy when a muon catalyzes deuterium fusion or deuterium- fusion. With these reactions, you get 3.3 to 4 MeV worth of energy per fusion, and the muon will be ejected with enough force to support about eight D-D fusions before it decays or sticks to a helium atom. That’s better than before, but still not enough to justify the cost of making the muon.
The next reactions to consider are D-T fusion and Li-D fusion. Tritium is an even heavier isotope of hydrogen. It undergoes muon catalyzed fusion with deuterium via the reaction, D+T –> 4He +n +17.6 MeV. Because of the higher energy of the reaction, the muons are even less likely to stick to a helium atom, and you get about 100 fusions per muon. 100 x 17.6 MeV = 1.76 GeV, barely break-even for the high energy cost to make the muon, but there is no reason to stop there. You can use the high energy fusion neutrons to catalyze LiD fusion. For example, 2LiD +n –> 34He + T + D +n producing 19.9 MeV and a tritium atom.
With this additional 19.9 MeV per DT fusion, the system can start to produce usable energy for sale. It is also important that tritium is made in the process. You need tritium for the fusion reactions, and there are not many other supplies. The spare neutron is interesting too. It can be used to make additional tritium or for other purposes. It’s a direction I’d like to explore further. I worked on making tritium for my PhD, and in my opinion, this sort of hybrid operation is the most attractive route to clean nuclear fusion power.
There are two ASTM-approved methods for measuring the gas permeability of a material. The equipment is very similar, and REB Research makes equipment for either. In one of these methods (described in detail here) you measure the rate of pressure rise in a small volume.This method is ideal for high permeation rate materials. It’s fast, reliable, and as a bonus, allows you to infer diffusivity and solubility as well, based on the permeation and breakthrough time.
Exploded view of the permeation cell.
For slower permeation materials, I’ve found you are better off with the other method: using a flow of sampling gas (helium typically, though argon can be used as well) and a gas-sampling gas chromatograph. We sell the cells for this, though not the gas chromatograph. For my own work, I use helium as the carrier gas and sampling gas, along with a GC with a 1 cc sampling loop (a coil of stainless steel tube), and an automatic, gas-operated valve, called a sampling valve. I use a VECO ionization detector since it provides the greatest sensitivity differentiating hydrogen from helium.
When doing an experiment, the permeate gas is put into the upper chamber. That’s typically hydrogen for my experiments. The sampling gas (helium in my setup) is made to flow past the lower chamber at a fixed, flow rate, 20 sccm or less. The sampling gas then flows to the sampling loop of the GC, and from there up the hood. Every 20 minutes or so, the sampling valve switches, sending the sampling gas directly out the hood. When the valve switches, the carrier gas (helium) now passes through the sampling loop on its way to the column. This sends the 1 cc of sample directly to the GC column as a single “injection”. The GC column separates the various gases in the sample and determines the components and the concentration of each. From the helium flow rate, and the argon concentration in it, I determine the permeation rate and, from that, the permeability of the material.
As an example, let’s assume that the sample gas flow is 20 sccm, as in the diagram above, and that the GC determines the H2 concentration to be 1 ppm. The permeation rate is thus 20 x 10-6 std cc/minute, or 3.33 x 10-7 std cc/s. The permeability is now calculated from the permeation area (12.56 cm2 for the cells I make), from the material thickness, and from the upstream pressure. Typically, one measures the thickness in cm, and the pressure in cm of Hg so that 1 atm is 76cm Hg. The result is that permeability is determined in a unit called barrer. Continuing the example above, if the upstream hydrogen is 15 psig, that’s 2 atmospheres absolute or or 152 cm Hg. Lets say that the material is a polymer of thickness is 0.3 cm; we thus conclude that the permeability is 0.524 x 10-10 scc/cm/s/cm2/cmHg = 0.524 barrer.
This method is capable of measuring permeabilities lower than the previous method, easily lower than 1 barrer, because the results are not fogged by small air leaks or degassing from the membrane material. Leaks of oxygen, and nitrogen show up on the GC output as peaks that are distinct from the permeate peak, hydrogen or whatever you’re studying as a permeate gas. Another plus of this method is that you can measure the permeability of multiple gas species simultaneously, a useful feature when evaluating gas separation polymers. If this type of approach seems attractive, you can build a cell like this yourself, or buy one from us. Send us an email to reb@rebresearch.com/blog/, or give us a call at 248-545-0155.